Производственные линии по выпуску гигиенических салфеток: полное руководство по технологиям и инвестициям для производителей (2026)
May 09, 2026
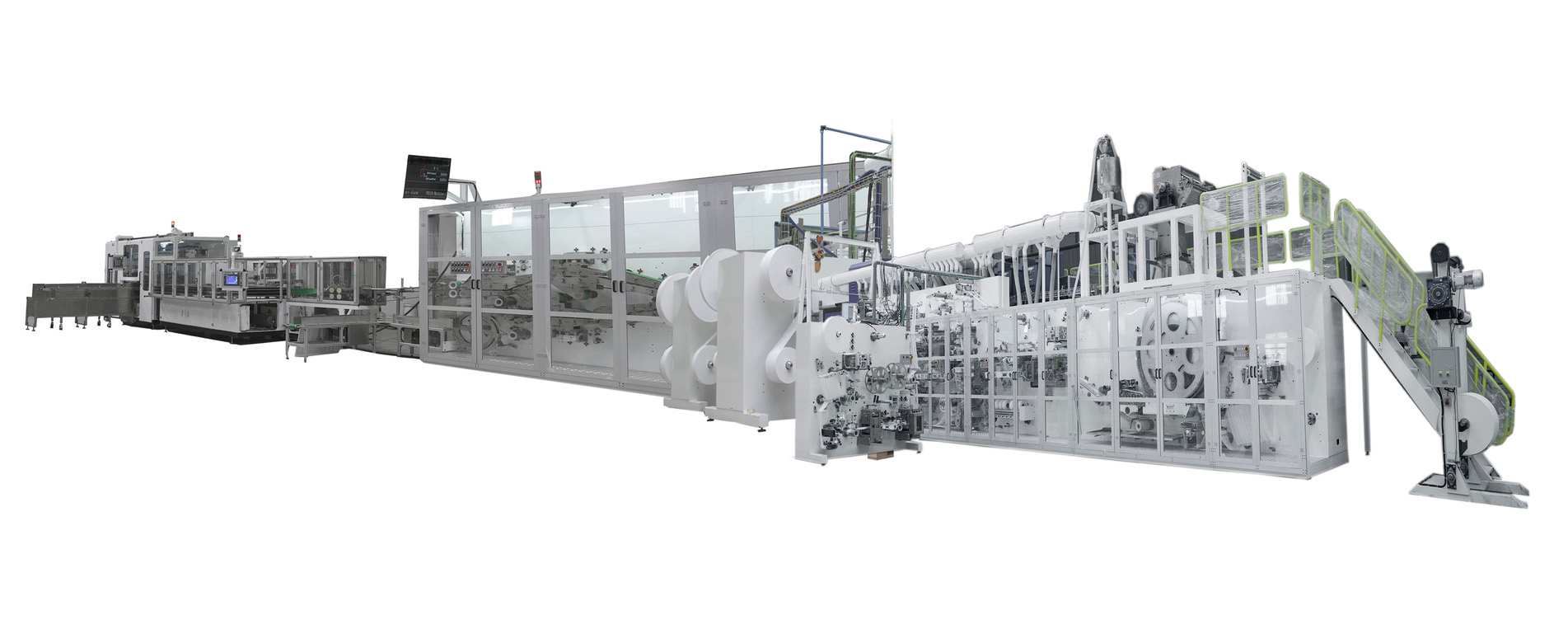
Мировой рынок гигиенических салфеток оценивается более чем в 30 миллиардов долларов и продолжает стабильно расти, чему способствуют повышение осведомленности женщин о гигиене, рост располагаемых доходов в развивающихся странах и расширение ассортимента продукции, включая ультратонкие, органические и ночные варианты. Для производителей гигиенических товаров хорошо организованная система линия по производству гигиенических салфеток представляет собой один из наиболее доступных способов выхода на рынок производства средств женской гигиены — с относительно низкими капиталовложениями по сравнению с линиями детских или взрослых подгузников и широкой, стабильной потребительской базой.Данное руководство содержит всесторонний обзор технологий линий по производству гигиенических салфеток, сравнение ключевых характеристик, анализ затрат и рекомендации по инвестициям для серьезных производителей.Возможности рынка гигиенических салфетокВ отличие от рынка детских подгузников, который сосредоточен на первых нескольких годах жизни, рынок гигиенических салфеток охватывает примерно 1,8 миллиарда женщин во всем мире, у каждой из которых ежемесячно требуются средства гигиены. Это создает предсказуемый, повторяющийся цикл спроса, который обладает высокой устойчивостью к экономическим спадам.Ключевые сегменты рынка включают:Ультратонкие гигиенические прокладки: Самый быстрорастущий сегмент, предпочитаемый молодыми потребителями за сдержанность и комфорт.Обычные/максимальные прокладки: Традиционная рабочая лошадка, по-прежнему доминирующая на многих развивающихся рынках.Ежедневные прокладки: Легкая защита для повседневного использования, обычно составляет 20–25% от объема рынка.Ночные/длительные прокладки: Премиум-сегмент с более высокими требованиями к впитываемостиНаибольшие возможности для роста представляют развивающиеся рынки Азии, Африки и Латинской Америки, где уровень проникновения гигиенических прокладок во многих сельских районах по-прежнему ниже 40%. Правительственные инициативы по продвижению гигиены во время менструации в таких странах, как Индия, Кения и Нигерия, еще больше стимулируют расширение рынка.Линия по производству гигиенических салфеток: основные характеристикиСовременная линия по производству гигиенических салфеток представляет собой сложную многостанционную автоматизированную систему, которая преобразует рулонное сырье в готовую упакованную продукцию. В таблице ниже сравниваются основные уровни конфигурации, доступные на рынке сегодня.ПараметрЛиния начального уровняЛинейка среднего ценового сегментаВысокоскоростная линия с полным сервоприводомСкорость проектирования200–400 шт/мин600–800 шт/мин1000–1200 шт./минДиапазон инвестиций (доллары США)от 160 000 до 700 000 долларов СШАСистема приводаМеханический + частично сервоприводГлавный привод с полным сервоприводомПолносервоприводная многоосевая системаТипы продукцииТолько для обычныхОбычный, ультратонкий, максиВсе виды, включая ночные, ежедневные прокладки.Время переналадки2–4 часа45–90 минут15–30 минутКоэффициент отходов материалов4–6%2–3%0,8–1,5%Ежемесячный объем производства (в одну смену)3–6 миллионов шт.8–12 миллионов шт.15–20 миллионов шт.Требуются операторы.5–73–42–3Габариты машины20м × 4м28м × 6м35м × 7мАнализ основных технологий1. Размотка и обработка сырья.На линии по производству гигиенических салфеток обычно одновременно обрабатывается 6–10 рулонов различного сырья. К ним относятся:Верхний лист — Нетканый материал (термоблицованный или спанбонд) для сбора жидкости.Уровень распределения сбора данных (ADL) — Способствует перемещению жидкости в ядроВпитывающий сердечник — Целлюлозная масса, полученная методом воздушной укладки, + суперабсорбирующий полимер (САП)Задний лист — Дышащая полиэтиленовая пленка для предотвращения протечекПресс-релиз — Для клейких крылышек и основной клейкой лентыУпаковочная пленка — Материал для индивидуальной упаковки или пленочной упаковкиСервоприводные разматывающие устройства с автоматическим контролем натяжения необходимы для поддержания постоянного натяжения полотна при работе со всеми материалами. Системы сращивания с нулевой скоростью позволяют менять рулоны без остановки линии.2. Технология формирования стержнейВпитывающий слой — это сердце любой гигиенической прокладки. В современных моделях используются два основных метода формирования слоя:Формирование стержней методом пневматической укладки: Волокна целлюлозы измельчаются и смешиваются с порошком суперабсорбирующего полимера (SAP) с помощью вакуумного формовочного барабана. Соотношение волокон и SAP точно контролируется для достижения оптимальных впитывающих характеристик. Этот метод позволяет получать мягкие, объемные сердечники, идеально подходящие для высококачественных ультратонких прокладок.Формирование стержня с помощью колесной системы: Предварительно сформированные целлюлозные полотна разматываются, разрезаются и ламинируются, при этом между слоями наносится суперабсорбирующий полимер (SAP). Этот метод быстрее и больше подходит для высокоскоростных линий, производящих стандартные прокладки.Высококлассные машины также предлагают зонированное формирование ядра — Создание сердцевин с зонами различной плотности. Более высокая плотность в центре для равномерного распределения жидкости и более низкая плотность по краям для комфорта.3. Точность дозирования SAPSAP — самый дорогой материал в гигиенических прокладках, на его долю обычно приходится 15–25% от стоимости сырья. Точное дозирование имеет решающее значение как для эффективности продукта, так и для контроля затрат. Современные линии обеспечивают точность дозирования SAP в пределах ±1,5% с помощью гравиметрических систем подачи в сочетании с сервоприводными аппликаторами.Типичное содержимое SAP для каждого типа блокнота:Ежедневные прокладки: 0,05–0,15 гОбычные прокладки: 0,3–0,6 гУльтратонкие подушечки: 0,4–0,8 гНочные/максимальные прокладки: 0,8–1,5 г4. Нанесение термоплавкого клеяТермоклей скрепляет несколько слоев гигиенической прокладки. Производственная линия по выпуску гигиенических прокладок обычно имеет 3–6 точек нанесения термоклея: соединение верхнего слоя с сердцевиной, сердцевины с подложкой, приклеивание боковых частей, продольный шов, основная клейкая полоса и концевые швы.Современные линии оснащены системами термоплавкого клея с ПИД-регулированием, обеспечивающими точность температуры ±1°C, что гарантирует стабильную вязкость клея и плотность нанесения даже при скорости линии более 1000 шт./мин. Точный контроль клея напрямую снижает расход материала и предотвращает загрязнение производственной среды.5. Формирование, резка и складываниеВ формовочном цехе сплошная ламинированная ткань превращается в отдельные гигиенические прокладки с правильными контурами. Это включает в себя:Тиснение: Создает каналы привлечения клиентов и фирменные шаблоны на верхнем листе.Вырубка: Точная формовка контура подушечки (в форме песочных часов, прямоугольника или контура).Складывание крыльев: В случае с крыльями боковые крылья складываются и запаиваются с помощью термоклея.Индивидуальное складывание: Варианты складывания втрое или вдвоём в зависимости от требований к упаковке.Полносервоуправление режущим барабаном обеспечивает синхронизацию со скоростью линии, достигая точности резки ±0,3 мм даже на максимальной скорости.6. Система упаковкиУпаковочный цех включает в себя индивидуальную обертку, упаковку в пакеты для нескольких единиц продукции и картонную упаковку. Для высокоскоростных линий это часто является узким местом. Ключевые особенности, на которые следует обратить внимание:Индивидуальная упаковка: Каждая площадка обматывается пленкой, работая на скорости производственной линии.Сортировка и укладка: В упаковке от 8 до 20 прокладок.Упаковка в пакеты или коробки: Финальная упаковка для розничной продажиУпаковка в коробки: Автоматическая сборка и герметизация коробокНекоторые производители предпочитают использовать отдельное, более медленное упаковочное оборудование вместо интеграции высокоскоростной упаковки в основную линию. Это снижает сложность линии и повышает общее время безотказной работы.Анализ рентабельности инвестиций: линия по производству гигиенических салфетокДавайте произведем расчеты для производственной линии по выпуску гигиенических салфеток среднего ценового сегмента с инвестициями в 350 000 долларов:Предположения:Скорость производства: 600 шт./мин.Время работы: 20 часов в день (две смены), 25 дней в месяц.Эффективность: 85%Цена продажи за одну подушечку (оптовая): 0,08 доллара СШАсебестоимость производства одной прокладки (материалы + труд + энергия): 0,05 долл.Валовая прибыль с одной подушечки: 0,03 доллараЕжемесячный объем производства:600 шт./мин × 60 мин × 20 ч × 25 дней × 85% = 15 300 000 прокладок в месяцЕжемесячная валовая прибыль:15 300 000 × 0,03 долл. США = 459 000 долларов в месяцРасчетный срок окупаемости:350 000 долларов США ÷ 459 000 долларов США ≈ менее 1 месяца (на основе валовой прибыли)Примечание: Более консервативный расчет, включающий накладные расходы, установку, обучение и резерв сырья на первый год, обычно дает следующий результат: Срок окупаемости: 3–7 месяцев для линий среднего уровня с полным сервоприводом. Для механических линий начального уровня обычно требуется 10–18 месяцев, чтобы окупить затраты.Полносервоприводные против механических: сравнение технологийФакторТрадиционная механическая линияЛиния сервоприводовПервоначальные инвестицииот 160 000 до 700 000 долларов СШАМаксимальная стабильная скорость300–400 шт./мин800–1200 шт./минКоэффициент отходов4–6%0,8–1,5%Время переналадки2–4 часа15–30 минутАссортимент продукции1–2 размераПолный ассортимент (все размеры, фасоны)Машинная жизнь5–8 лет12–18 летСтоимость оборудования на единицу продукции$0,0015 – $0,003$0,0005 – $0,001Ключевые моменты, которые следует учитывать при выборе поставщика.При оценке производителей линий по производству гигиенических салфеток следует учитывать следующее:Гибкость продукта: Может ли эта линия производить ультратонкие, обычные и ночные прокладки с быстрой сменой?Варианты формирования стержня: Поддерживает ли линия как формовку с помощью пневматического формования, так и формовку с помощью колесного формовочного механизма?Точность дозирования SAP: Какова точность дозирования (±%) при полной скорости линии?Система горячего расплава: Регулировка температуры осуществляется с помощью ПИД-регулятора с точностью ±1°C?Контроль качества: Включает ли линия встроенный визуальный контроль для обнаружения дефектов?Послепродажная поддержка: В вашем регионе доступны услуги по установке, обучению и поставке запасных частей?Сертификация CE/ISO: Соответствуют ли все стандарты безопасности, установленные для вашей целевой аудитории?Референтные фабрики: Можно ли посетить работающую линию, относящуюся к тому же уровню пропускной способности?ЗаключениеРынок линий по производству гигиенических салфеток предлагает привлекательные возможности как для новых участников, так и для уже существующих производителей гигиенической продукции. Благодаря относительно более низкому порогу инвестиций по сравнению с линиями по производству подгузников и стабильной, растущей потребительской базе, производство средств женской гигиены может принести отличную прибыль при наличии соответствующих технологий.Для производителей, стремящихся к росту в этом сегменте, средне- и высокоскоростная линия с полным сервоприводом обеспечивает оптимальный баланс инвестиций, производительности и гибкости. Более низкий процент отходов, более быстрая переналадка и более длительный срок службы оборудования в линиях с полным сервоприводом создают явное конкурентное преимущество, недоступное механическим линиям.Готовы обсудить ваши требования к линии по производству гигиенических салфеток? Обратитесь в компанию First One Machine для детального анализа производительности, рекомендаций по конфигурации оборудования и получения конкурентного ценового предложения. Наша инженерная команда имеет большой опыт установки линий женской гигиены по всему миру.Компания First One Machine — ведущий производитель оборудования для гигиенической продукции, специализирующийся на полносервоприводных машинах для производства детских подгузников, подгузников для взрослых и линиях по производству гигиенических салфеток, имеющий более 100 установок по всему миру.